


现在的位置:主页 > 综合新闻 >
在数控编程当中,那些循环指令你都悟透了吗?
【作者】网站采编
【关键词】
【摘要】大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令,刀具补偿的后续,话不都说,上干货 四、固定循环功能 如图所示。每个孔的
大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令,刀具补偿的后续,话不都说,上干货
四、固定循环功能
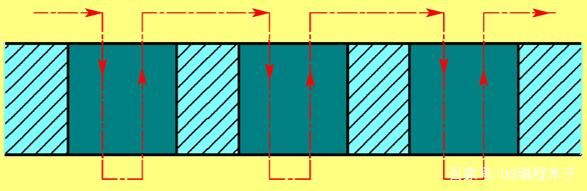
如图所示。每个孔的加工过程相同:快速进给、工进钻孔、快速退出,然后在新的位置定位后重复上述动作。编程时,同样的程序段需要编写若干次,十分麻烦。使用固定循环功能,可以大大简化程序的编制。
1、固定循环的组成及固定循环代码
(1)固定循环的组成
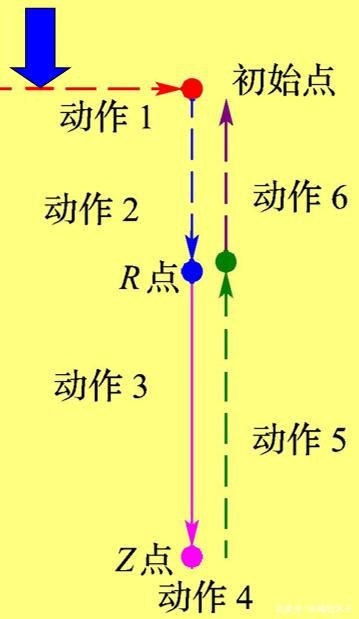
如图所示固定循环由6个动作组成:
动作1—— X、Y轴定位;
动作2—— Z轴快速移动到 R点;
动作3——孔加工;
动作4——在孔底的动作,包括暂停、主轴准停、刀具移位等动作;
动作5——返回到R点,
动作6——快速返回到初始点。
(2)固定循环代码
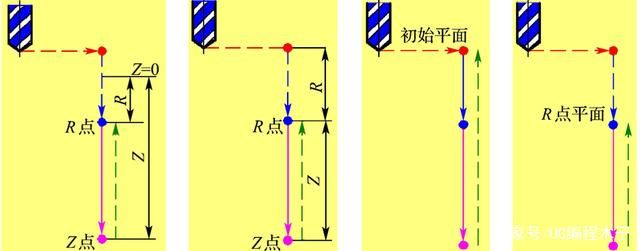
①数据格式代码(G90和G91)
在G90方式下,R与Z一律取其终点坐标值。
在G91方式下,R是自初始点到R点间的距离,Z是自R点到Z点的距离。
②返回点代码(G98和G99)
指定G98,刀具返回到初始点所在平面。
指定G99,刀具返回到 R点所在平面。
初始点是为安全下刀而规定的点,该点到零件表面的距离可以任意设定。R点又叫参考点,是刀具由快进转为工进的转换点,距工件表面的距离主要考虑工件表面尺寸的变化,一般可取2~5 mm。
(3)固定循环的指令格式
G90(G91) G98(G99) G73~G89 X_ Y_ Z_ R_ Q_ P_ F_ L_
X、Y——平面点定位坐标值,可以用绝对值,也可以用增量值。
Z——使用绝对值时,表示从Z坐标原点到孔底Z点的距离,使用增量值时,表示从R点到孔底Z点的距离。
R——使用绝对值时,表示从Z坐标原点到R点的距离,使用增量值时,表示从初始点到R点的距离。
Q——在G73或G83指令中,指定每次进给的深度;在G76或G87指令中,指定刀具的位移量,用增量值给定。
P——刀具在孔底的暂停时间。
F——切削进给速度。
L——固定循环次数,不指定时只进行一次。
G73~G89、Z、R、P、Q都是模态代码。固定循环加工方式一旦被指定,在加工过程中保持不变,直到指定其他循环孔加工方式,或使用G80指令取消固定循环为止,若程序中使用代码G00、G01、G02、G03时,循环加工方式及其加工数据也全部被取消。
2、常用的固定循环指令
(1)G81——钻削固定循环指令
格式:G81 X_ Y_ Z_ R_ F_
说明:主轴正转,刀具以进给速度向下运动钻孔,到达孔底位置后,快速退回(无孔底动作),如图所示。

【例3.1】 用G81指令加工如图所示零件所有的孔,其加工程序如下:
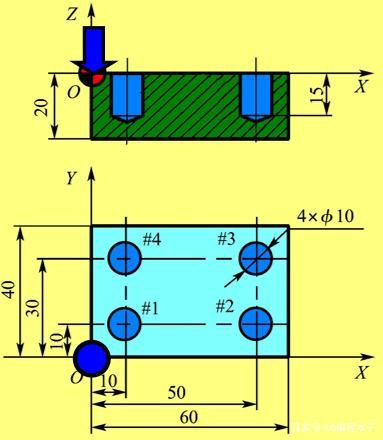
O0003
G92 X0 Y0 Z0
G90 G00 Z30. M08
G00 X10. Y10.
S1000 M03
G99 G81 Z-15. R5. F70
X50
Y30
X10
G80
G00 Z30
M05
G00 X0 Y0
M30
(2)G82——钻削固定循环指令
格式:G82 X_ Y_ Z_ R_ P_ F_
说明:与G81的主要区别是,仅在孔底增加了进给暂停动作,即当钻头加工到孔底位置时,刀具不做进给运动,而保持旋转状态,使孔的表面更光滑。
(3)G73——高速深孔钻削固定循环指令
格式:G73 X_ Y_ Z_ R_ Q_ F_
说明:与G81的主要区别是,由于是深孔加工,采用间歇进给(分多次进给),以利于排屑。每次背吃刀量为 Q,退刀距离为d。d由 CNC系统内部设定,末次进给量≤ Q。
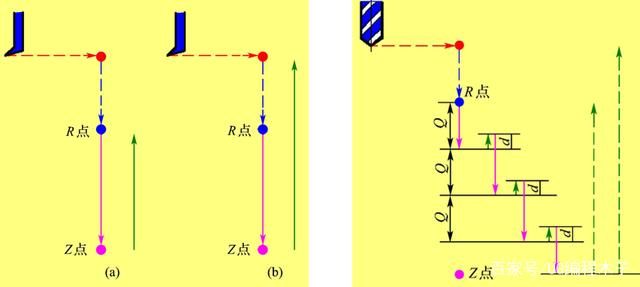
(4)G83——深孔钻削固定循环指令
格式:G83 X_ Y_ Z_ R_ Q_ F_
文章来源:《电脑编程技巧与维护》 网址: http://www.dnbcjqywh.cn/zonghexinwen/2021/0301/723.html
上一篇:孩子学少儿编程的十大好处
下一篇:编程猫被央媒点名,谁在制造教育焦虑?
电脑编程技巧与维护投稿 | 电脑编程技巧与维护编辑部| 电脑编程技巧与维护版面费 | 电脑编程技巧与维护论文发表 | 电脑编程技巧与维护最新目录
Copyright © 2018 《电脑编程技巧与维护》杂志社 版权所有
投稿电话: 投稿邮箱: