


现在的位置:主页 > 综合新闻 >
UG编程电极设计流程和设计思路,核心内容!
【作者】网站采编
【关键词】
【摘要】UG数控编程 数控行业? | 干货分享 关注加入免费学UG编程 关注 电极设计一般流程 设计图档→电极设计组→编程组→CNC→EDM→检测 电极设计组一般流程: 导出相关工件→确定EDM分中取数
 UG数控编程
UG数控编程
数控行业? | 干货分享
关注加入免费学UG编程
关注
电极设计一般流程
设计图档→电极设计组→编程组→CNC→EDM→检测
电极设计组一般流程:
导出相关工件→确定EDM分中取数方式→按规范分层→分析位置并涂色重要面→拆解电极并分层→组合电极做基准台→检查是否过切、漏拆→出火花图→打印
电极编码原则
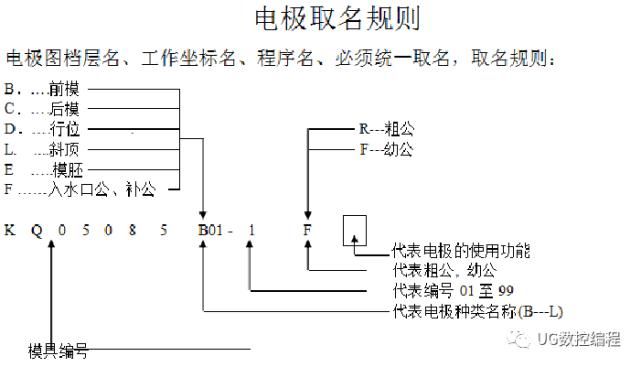 电极用途
电极用途
大身公、清角公、FIT模公、擦穿公、碰穿公、枕位公、排汽公、柱位公、胶位公、骨位公、止口公、水口公、雕字公。
1、大身公:能够表达此套模具产品主要外观要求的电极;
2、清角公:电脑锣对模具加工完成后,还留下无法加工到位的边角,此边角用铜公完成加工的即是清角公;
3、FIT模公:FIT模前必须EDM的电极;
4、擦穿公:在对模具擦穿部位进行EDM的电极;
5、枕位公:在对模具枕位部分进行EDM的电极;
6、柱位公:在对模具柱位部分进行EDM的电极;
7、胶位公:在对模具胶位部分进行EDM的电极;
8、骨位公:在对模具骨位部分进行EDM的电极;
9、止口公:在对胶件止口部分进行EDM的电极;
10、水口公:在对模具水口位部分进行EDM的电极;
11、雕字公:用来雕字的铜公;
EDM碰数基准
前后模仁一般以分型面(PL面)为基准取数。
斜顶以根部或挂台平面的位置碰数。
行位以两边分中,单边碰与后模相接触面为零。
电极设计思路
检查整套模具的装配图档,区分模仁中的插穿、碰穿、枕位、胶位面,并涂色。
按照工艺要求确定斜顶、镶件、滑块是否需要配合加工。预先思考模仁配合前及配合后的加工部位。
优先设计模仁配合前的电极,再设计配合后的电极。
电极设计时遵循一下原则:先整体后局部,由外向内或由内向外,由左向右或由右向左的顺序拆解电极以免漏拆。
电极设计原则
设计前了解工件及胶位面的加工工艺要求,如火花纹,晒纹,抛光等工艺要求,根据要求是否需要留余量。有不同纹面要求的地方,一定要将相关区域分开拆铜公。
胶位面尽量与枕位面、碰插穿面分开来拆解,特殊的情况可以拆在同一个电极上。
同一电极加工多个位置时,能平移不旋转,方便放电加工,减少EDM校表时间。
工件槽与槽间的距离小于2MM时,尽量拆解为两个电极,避免CNC采用小刀清角。
前后模仁的行位槽与斜顶槽CNC加工不到的地方尽量单独拆解电极,以方便放电控制加工尺寸。
当前后模仁斜顶较多时,为了减少电极数目,前后模仁的斜顶槽铜公可组合一个铜公拆一个粗公,单独拆解精公。
斜顶与镶件尽量与前后模仁配合放电加工能加工到的地方,但有挂台的斜顶与某些镶件上的牛角流道需单独放电,同时注意,牛角流道需拆整体电极。
前模胶位要求高的外观面须拆整体电极,不允许两只电极相接,整体电极CNC无法加工到位的地方,采用铜打铜的方式加工。
 电极设计注意事项
电极设计注意事项
铜公数量的控制、整合,尽量减少铜公数量,能够整合到一个铜公的尽量整合到一只铜公,同时注意避免线割。
考虑加工,要方便加工,对于比较单薄的电极,需要做加强面,防止变形。
检查图档拔模斜度,以及拆的电极有无倒扣面。
曲面尽量修剪整齐,避免铜公有过多的碎面。
铜公与铜公相接处曲面用R角过渡,直面用台阶过渡。
能线割的位置尽量不采用铜打铜的方式清角,需线割的斜度须小于15度。
考虑避空,碰插穿面是否避空,检查所有电极知否过切,电极座不能参与放电。
电极中心数规定
电极中心数必须为整数。
电极毛胚中心与钢件的中心数不超过2MM时,则将电极中心与钢件基准中心设为同心。
前后模仁所有电极Z值数尽量统一,普通电极以基准台作为EDM取数基准,没有基准台的以电极最高点作为EDM碰数点升高火花位进行加工。
火花位指引
1,大身公:精公-0.1,粗公-0.2如一粗一精不够的请出一粗两精.
2,清角公: 精公(-0.07—0.1),粗公(-0.15—0.2).
3,擦穿碰穿公: 精公-0.07, 粗公-0.15,
4,胶位公: 精公(-0.07—0.1),粗公(-0.15—0.2)
5,骨位公:骨位厚度1.2以下的全部出精公,大于1.2的骨精公-0.07,
粗公-0.15,骨位厚度0.7-1.2? ? ? 火花位-0.07
? ? ? ? ? ? ? ?0.5-0.7? ? ? ? ? ? -0.05
文章来源:《电脑编程技巧与维护》 网址: http://www.dnbcjqywh.cn/zonghexinwen/2021/0331/883.html
电脑编程技巧与维护投稿 | 电脑编程技巧与维护编辑部| 电脑编程技巧与维护版面费 | 电脑编程技巧与维护论文发表 | 电脑编程技巧与维护最新目录
Copyright © 2018 《电脑编程技巧与维护》杂志社 版权所有
投稿电话: 投稿邮箱: